Mਆਈਨ ਸ਼ਾਫਟ :Mਅਟੇਰੀਅਲ 50Mn ਉੱਚ-ਗੁਣਵੱਤਾ ਵਾਲੀ ਕਾਰਬਨ ਸਟ੍ਰਕਚਰਲ ਸਟੀਲ ਹੈ, ਜਿਸ ਵਿੱਚ C ਸਮੱਗਰੀ 0.48 ਤੋਂ 0.56% ਤੱਕ, Si ਸਮੱਗਰੀ 0.17 ਤੋਂ 0.37% ਤੱਕ, Mn ਸਮੱਗਰੀ 0.7 ਤੋਂ 1.0% ਤੱਕ, S ਸਮੱਗਰੀ 0.035% ਤੋਂ ਘੱਟ, P ਸਮੱਗਰੀ ਰੇਂਜ ਹੈ 0.035% ਤੋਂ ਘੱਟ, ਅਤੇ Cr ਸਮੱਗਰੀ 0.25 ਤੋਂ 0.30% ਤੋਂ ਘੱਟ, Ni ਸਮੱਗਰੀ 0.30% ਤੋਂ ਘੱਟ, ਅਤੇ Cu ਸਮੱਗਰੀ 0.25% ਤੋਂ ਘੱਟ। ਇਹਨਾਂ ਵਿੱਚੋਂ, Mn ਮਿਸ਼ਰਤ ਸਟੀਲ ਵਿੱਚ ਇੱਕ ਮਹੱਤਵਪੂਰਨ ਤੱਤ ਹੈ, ਜੋ ਸਮੱਗਰੀ ਦੀ ਲਚਕਤਾ ਅਤੇ ਪਲਾਸਟਿਕਤਾ ਵਿੱਚ ਸੁਧਾਰ ਕਰ ਸਕਦਾ ਹੈ, ਕਾਫ਼ੀ ਕਠੋਰਤਾ ਅਤੇ ਪਹਿਨਣ ਪ੍ਰਤੀਰੋਧ ਨੂੰ ਯਕੀਨੀ ਬਣਾ ਸਕਦਾ ਹੈ।ਗਰਮੀ ਦੇ ਇਲਾਜ ਤੋਂ ਬਾਅਦ, 50Mn ਸਟੀਲ ਵਿੱਚ ਉੱਚ ਤਾਕਤ ਅਤੇ ਕਠੋਰਤਾ, ਸ਼ਾਨਦਾਰ ਪ੍ਰਵੇਸ਼, ਡੂੰਘੀ ਸਖ਼ਤ ਪਰਤ, ਅਤੇ ਵਧੀਆ ਮੋਤੀ ਦੀ ਬਣਤਰ, ਅਤੇ ਵਧੀਆ ਮਕੈਨੀਕਲ ਪ੍ਰਦਰਸ਼ਨ ਹੈ।
ਮੁੱਖ ਸ਼ਾਫਟ ਲਈ ਡਿਜ਼ਾਈਨ ਮਾਪਦੰਡਾਂ ਲਈ ਸਖ਼ਤ ਹੋਣ ਵਾਲੀ ਪਰਤ ਦੀ 2 ਤੋਂ 7 ਮਿਲੀਮੀਟਰ ਦੀ ਡੂੰਘਾਈ ਅਤੇ 50 ਤੋਂ 62 HRC ਦੀ ਤਪਸ਼ ਦੀ ਕਠੋਰਤਾ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ।
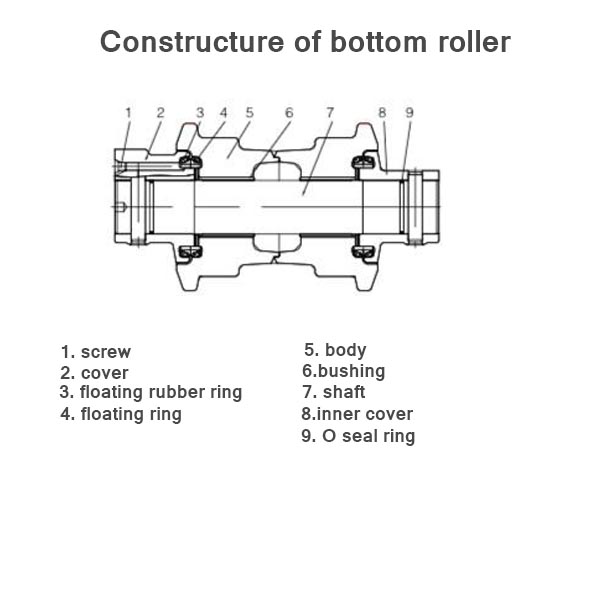
ਸਰੀਰ :ਦੇ ਪਹਿਨਣ ਪ੍ਰਤੀਰੋਧ ਵਿੱਚ ਸੁਧਾਰ ਕਰਨ ਲਈtਰੈਕ ਰੋਲਰ's ਬਾਡੀ, ਸਮੱਗਰੀ 40Mn2 ਅਲਾਏ ਸਟ੍ਰਕਚਰਲ ਸਟੀਲ ਹੈ, ਜਿਸ ਵਿੱਚ C ਸਮੱਗਰੀ 0.37 ਤੋਂ 0.44% ਤੱਕ, Si ਸਮੱਗਰੀ 0.17 ਤੋਂ 0.37% ਤੱਕ, Mn ਸਮੱਗਰੀ 1.4 ਤੋਂ 1.8% ਤੱਕ, P ਸਮੱਗਰੀ 0.030% ਤੋਂ ਘੱਟ, ਅਤੇ S ਸਮੱਗਰੀ ਦੀ ਰੇਂਜ ਹੈ। 0.030% ਤੋਂ ਘੱਟ।
ਦ ਥੱਲੇ ਰੋਲਰਬਾਡੀ ਨੂੰ ਫੋਰਜਿੰਗ ਪ੍ਰਕਿਰਿਆ ਨਾਲ ਢਾਲਿਆ ਜਾਂਦਾ ਹੈ। ਮੋਲਡਿੰਗ ਤੋਂ ਬਾਅਦ, ਵ੍ਹੀਲ ਬਾਡੀ ਦੇ ਅੰਦਰ ਉੱਚ ਤਾਕਤ, ਪਲਾਸਟਿਕਤਾ, ਕਠੋਰਤਾ, ਅਤੇ ਸਮੁੱਚੀ ਮਕੈਨੀਕਲ ਕਾਰਗੁਜ਼ਾਰੀ ਨੂੰ ਕਾਇਮ ਰੱਖਣ ਲਈ ਮੋਟੇ ਵ੍ਹੀਲ ਬਾਡੀ ਨੂੰ 26-32HRC ਦੀ ਕਠੋਰਤਾ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਤਿਆਰ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।ਸਪੋਰਟ ਵ੍ਹੀਲ ਰੇਲ ਸਤਹ ਦੀ ਕਠੋਰਤਾ ਅਤੇ ਪਹਿਨਣ ਪ੍ਰਤੀਰੋਧ ਨੂੰ ਵਧਾਉਣ ਲਈ ਵ੍ਹੀਲ ਬਾਡੀ ਦੀ ਸਤ੍ਹਾ ਨੂੰ ਬੁਝਾਉਣ ਵਾਲੇ ਇਲਾਜ ਦੇ ਅਧੀਨ ਹੈ। ਬੁਝਾਉਣ ਵਾਲੀ ਕਠੋਰਤਾ 50-58HRC ਹੈ, 6-12mm ਦੀ ਡੂੰਘਾਈ ਦੇ ਨਾਲ।ਇਸ ਦੇ ਨਤੀਜੇ ਵਜੋਂ ਰੇਲ ਸਤਹ ਦੀ ਕਠੋਰਤਾ ਅਤੇ ਚੇਨ ਲਿੰਕ ਜੁਆਇੰਟ ਕਠੋਰਤਾ (48-58HRC) ਵਿਚਕਾਰ ਬੁਨਿਆਦੀ ਸਮਾਨਤਾ ਮਿਲਦੀ ਹੈ।
ਸੀਲ:ਦਾ ਆਕਾਰ ਅਤੇ ਸਤਹ ਖੁਰਦਰੀਓ-ਰਿੰਗਡਿਜ਼ਾਇਨ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ ਦੇ ਨਾਲ ਇਕਸਾਰ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ। ਮੇਲਣ ਵਾਲੀ ਸਤਹ ਨੂੰ ਗੋਲ ਬੰਦ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ, ਅਤੇ ਕਿਸੇ ਵੀ ਬਰਰ ਅਤੇ ਤਿੱਖੇ ਕਿਨਾਰਿਆਂ ਦੀ ਸਫਾਈ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ।
ਫਲੋਟਿੰਗ ਸੀਲ ਰਬੜ ਅਤੇ ਓ-ਰਿੰਗਉੱਚ-ਗੁਣਵੱਤਾ ਵਾਲੇ ਬਿਊਟਾਇਲ ਰਬੜ ਤੋਂ ਚੁਣਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।ਅਸੈਂਬਲੀ ਤੋਂ ਪਹਿਲਾਂ, ਉਪਰੋਕਤ ਸਾਰੀਆਂ ਚੀਜ਼ਾਂ ਦੀ ਸਥਾਪਨਾ ਤੋਂ ਪਹਿਲਾਂ ਉਪਰੋਕਤ ਮਾਪਦੰਡਾਂ ਦੇ ਅਨੁਸਾਰ ਨਿਰੀਖਣ ਅਤੇ ਯੋਗ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ.
ਪਾੜਾ :ਐਕਸਲ ਮੁੱਖ ਧੁਰੇ ਅਤੇ 'ਤੇ ਹੱਬ ਬੇਅਰਿੰਗ ਵਿਚਕਾਰ ਕਲੀਅਰੈਂਸਰੋਲਰਸਰੀਰ 0.2-0.4 ਮਿਲੀਮੀਟਰ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ। ਘੁੰਮਾਉਣ ਵੇਲੇ, ਕੋਈ ਬਲਾਕਿੰਗ ਨਹੀਂ ਹੋਣੀ ਚਾਹੀਦੀਸਮੱਸਿਆਅਤੇ ਚੰਗੀ ਸੀਲਿੰਗ ਪ੍ਰਦਰਸ਼ਨ, ਕੋਈ ਤੇਲ ਲੀਕ ਨਹੀਂ.
ਲੁਬਰੀਕੇਸ਼ਨ :ਵਿੱਚ ਬੇਅਰਿੰਗ ਤੇਲਟਰੈਕ ਰੋਲr ਇੱਕ ਤੇਲ ਪੰਪ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਟੀਕਾ ਲਗਾਇਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ। ਜਦੋਂ ਲੋੜ ਹੋਵੇ, ਲੁਬਰੀਕੇਟਿੰਗ ਤੇਲ ਦੀ ਲੇਸ ਨੂੰ ਉਚਿਤ ਢੰਗ ਨਾਲ ਵਧਾਇਆ ਜਾ ਸਕਦਾ ਹੈ।ਬੇਅਰਿੰਗ ਆਇਲ ਦਾ ਟੀਕਾ ਲਗਾਉਣ ਤੋਂ ਪਹਿਲਾਂ, ਪੁਰਾਣੇ ਲੁਬਰੀਕੈਂਟ ਨੂੰ ਬਾਹਰ ਕੱਢ ਦੇਣਾ ਚਾਹੀਦਾ ਹੈ।ਫਿਰ, ਨਵੇਂ ਲੁਬਰੀਕੈਂਟ ਨੂੰ ਤੇਲ ਦੇ ਪਲੱਗ ਦੇ ਮੋਰੀ ਵਿੱਚ ਉਦੋਂ ਤੱਕ ਜੋੜਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ ਜਦੋਂ ਤੱਕ ਤੇਲ ਬਾਹਰ ਨਹੀਂ ਨਿਕਲਦਾ।ਲੁਬਰੀਕੇਟਿੰਗ ਤੇਲ ਦਾ ਟੀਕਾ ਲਗਾਉਂਦੇ ਸਮੇਂ, ਹੱਬ ਕੈਪ ਪੇਚ ਨੂੰ ਹਟਾ ਦਿੱਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ, ਅਤੇ ਆਇਲਿੰਗ ਡਿਵਾਈਸ ਦੇ ਤੇਲਿੰਗ ਸਿਰੇ ਨੂੰ ਤੇਲ ਚੈਨਲ ਵਿੱਚ ਮੋਢੇ ਦੇ ਵਿਰੁੱਧ ਦਬਾਇਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ। ਤੇਲ ਪਲੱਗ ਦੇ ਕੱਸਣ ਵਾਲੇ ਟਾਰਕ ਨੂੰ 157-255 Nm ਦੇ ਵਿਚਕਾਰ ਨਿਯੰਤਰਿਤ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।
ਪੋਸਟ ਟਾਈਮ: ਅਪ੍ਰੈਲ-05-2023



